
Selecting Optimal Conveyor Belts for Efficiency and Safety in the Aggregate Industry

In the bustling world of aggregate handling, where efficiency and safety are paramount, conveyor belts play a crucial role, silently ensuring the seamless flow of materials. Understanding the critical role of these components is essential for improving efficiency, ensuring safety, and enhancing overall productivity within the aggregate industry. As we explore the factors influencing the […]
Emerging New Technology for Industrial Elevator Buckets
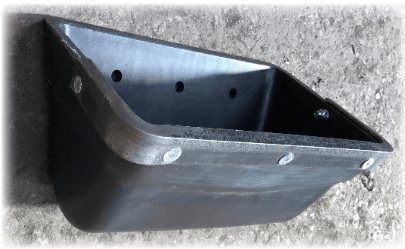
While industrial elevator bucket designs have not changed significantly since the 1950s, the introduction of Nylathane™ by 4B Components brings new emerging technology to the industry for sand, aggregate, and cement applications. Combining Nylon 6 with elastomer, Nylathane™ material provides the ideal solution for elevator buckets in applications where impact tolerance and discharge efficiency of […]
Industrial Screw Conveyors: Pulling vs. Pushing Material
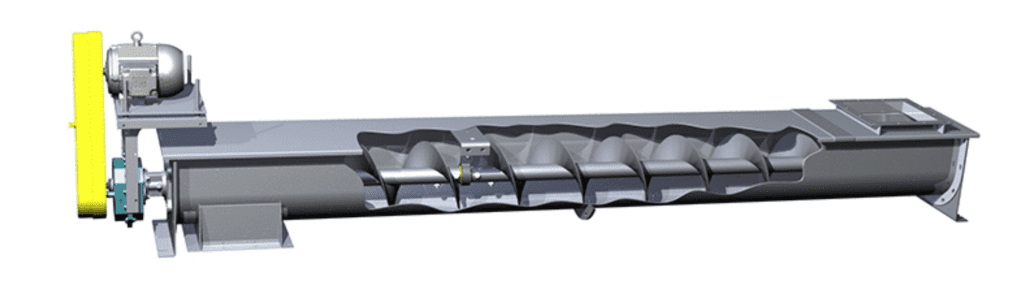
Industrial screw conveyors, or auger conveyors, move bulk material such as granular solids (powder, grain, granules), semi-solids, liquids, and non-flowing material from point to point. Typical materials transferred in screw conveyors are cereals, fertilizers, animal feeds, ash, gravel, cement, and solid wastes. They drastically increase productivity, reducing the manual labor required to move the material […]
Mounted Solid-Block Spherical Roller Bearings for Aggregate & Mining Industries

As an industry that stands up to the most demanding circumstances and conditions, the aggregate industry needs unwavering solutions for their conveying needs. When it comes to choosing the right roller bearings, especially mounted spherical roller bearings, harsh environments, contamination, shock loading, and abrasion pose quite a challenge in extending life expectancy and avoiding costly […]

